商務部電話:15931706007
對金屬可鍛性影響較大的因素為金屬本身的塑形,塑性越好,鍛打時越不容易開裂。金屬的塑性與金屬的組織密切相關,晶粒越細小、組織越均勻塑性就越好。所以可以通過細化晶粒,均勻組織來改善金屬的可鍛性。金屬材料在壓力加工時,能改變形狀而不產生裂紋的性能。它包括在熱態或冷態下能夠進行錘鍛、軋制、拉伸、擠壓等加工。可鍛性的好壞主要與金屬材料的化學成分有關。
可鍛性常用金屬的塑形和變形抗力來綜合衡量。塑性越好,變形抗力越小,則金屬的可鍛性好,反之則差。金屬的塑性用金屬的斷面收縮率ψ、伸長率δ等來表示。變形抗力是指在壓力加工過程中變形金屬作用于施壓工具表面單位面積上的壓力。變形抗力越小,則變形中所消耗的能量也越小。
一、金屬的本質
01
1.1 化學成分的影響
不同化學成分的金屬其可鍛性不同。一般情況下,純金屬的可鍛性比合金好;碳鋼的碳的質量分數越低,可鍛性越好;鋼中含有較多碳化物形成元素(鉻、鎢、鉬、釩等)時,則其可鍛性顯著下降。
02
1.2 金屬組織的影響
金屬的組織構造不同,其可鍛性也有很大差別。合金呈單相固溶體組織(如奧氏體)時,其可鍛性好;而金屬具有金屬化合物組織(如滲碳體)時,其可鍛性差。鑄態柱狀組織和粗晶粒不如經過壓力加工后的均勻而細小的組織可鍛性好。
二、加工條件
1
2.1 變形溫度
提高金屬變形時的溫度,是改善金屬可鍛性的有效措施。金屬在加熱過程中,隨著加熱溫度的升高,金屬原子的活動能力增強,原子間的吸引力減弱,容易產生滑移,因而塑性提高,變形抗力降低,可鍛性明顯改善,故鍛造一般都在高溫下進行。
金屬的加熱在整個生產過程中是一個重要的環節,它直接影響著生產率、產品質量及金屬的有效利用等方面。
對金屬加熱的要求是:在坯料均勻熱透的條件下,能以較短的時間獲得加工所需的溫度,同時保持金屬的完整性,并使金屬及燃料的消耗最少。其中重要內容之一是確定金屬的鍛造溫度范圍,即合理的始鍛溫度和終鍛溫度。碳鋼的鍛造溫度范圍見圖1。
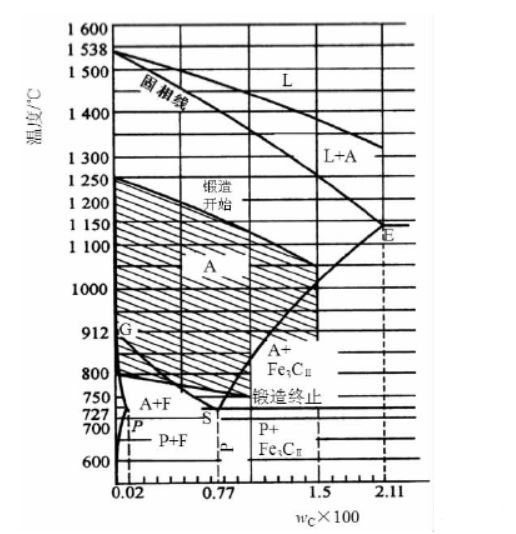
圖1 碳鋼的鍛造溫度范圍
始鍛溫度即開始鍛造溫度,原則上要高,但要有一個限度,如超過此限度,則將會使鋼產生氧化、脫碳、過熱和過燒等加熱缺陷。所謂過燒是指金屬加熱溫度過高,氧氣滲入金屬內部,使晶界氧化,形成脆性晶界,鍛造時易破碎,使鍛件報廢。碳鋼的始鍛溫度應比固相線低200℃左右。
終鍛溫度即停止鍛造溫度,原則上要低,但不能過低,否則金屬將產生加工硬化,使其塑性顯著降低,而強度明顯上升,鍛造時費力,對高碳鋼和高碳合金工具鋼而言甚至打裂。
鍛造使金屬的溫度可用儀表來測量,也常用觀察火色的方法來判斷。鋼的溫度與火色的關系如下表:
| 溫度/℃ | 1300 | 1200 | 1100 | 900 | 800 | 700 |
| 火色 | 白色 | 亮黃 | 黃色 | 櫻紅 | 赤紅 | 暗紅 |
2
2.2 變形速度
變形速度即單位時間內的變形程度。變形速度對金屬可鍛性的影響如圖2所示。由圖可見,它對可鍛性的影響是矛盾的。一方面隨著變形速度的提高,回復和再結晶來不及進行,不能及時克服加工硬化現象,使金屬的塑性下降,變形抗力增加,可鍛性變壞(圖中a點以左)。另一方面,金屬在變形過程中,消耗于塑性變形的能量有一部分轉化為熱能,相當于給金屬加熱,使金屬的塑性提高、變形抗力下降,可鍛性變好(圖中a點以右)。變形速度越大,熱效應越明顯。

圖2 變形速度對塑性及變形抗力的影響
3
2.3 變形方式(應力狀態)
變形方式不同,變形金屬內應力狀態不同。例如擠壓變形時為三向受壓狀態;而拉拔時則為兩向受壓、一向受拉的狀態;鐓粗時坯料中心部分的應力狀態是三向壓應力,周邊部分上下和徑向是壓應力,切向是拉應力,如圖3所示。

圖3 幾種鍛壓方法的應力狀態
實踐證明,三個方向的應力中,壓應力的數目越多,則金屬的塑性越好;拉應力的數目越多,則金屬的塑性越差。同號應力狀態下引起的變形抗力大于異號應力狀態下的變形抗力。拉應力使金屬原子間距增大,尤其當金屬的內部存在氣孔、微裂紋等缺陷時,在拉應力作用下,缺陷處易產生應力集中,使裂紋擴展,甚至達到破壞報廢的程度。壓應力使金屬內部原子間距減小,不易使缺陷擴展,故金屬的塑性提高。但壓應力使金屬內部摩擦阻力增大,變形抗力亦隨之增大。
因此可以得出結論,金屬的可鍛性既取決于金屬的本質,又取決于變形條件。在壓力加工過程中,要力求創造最有利的變形條件,充分發揮金屬的塑性,降低變形抗力,使能耗最少,變形進行得充分,達到加工的最佳效果。
滄州五森管道設備有限公司 BR隔熱管托 20191121
掃一掃,加微信